
|



|

|
Strojevi za proizvodnju cijevnih grijača |
 Kod izrade cijevnih grijača javljaju se dva glavna tehnoloka problema: punjenje cijevi
s oksidnom masom i redukcija napunjenih cijevi.
Kod izrade cijevnih grijača javljaju se dva glavna tehnoloka problema: punjenje cijevi
s oksidnom masom i redukcija napunjenih cijevi.
Za punjenje cijevi masom ima vie principa kao punjenje pomoću plutajućeg trna i punjenje s napetom spiralom. Zbog puno veće brzine punjenja te ukupnog kapaciteta izrađujemo VIBRATORSKE PUNILICE s napetom spiralom.
Okvir punilice se izrađuje kao zavarena aluminijska reetkasta konstrukcija pridravana s boka i elastično usidrena na podu. Smjer djelovanja vibracija je paralelan okviru tj. vertikalno. Same vibracije ostvaruju se sa 3 komada fazno spojenih elektromagnetskih vibratora kojima se podeava amplituda tj. jačina i frekvencija udaraca. Cijela aktivna konstrukcija ima neto teinu ~100 kg, a teina postolja ~80 kg.Točnost sredita cijevi tj. osnost po visini dobiva se finim podeavanjem u toleranciji od max. 0,3 mm.
U jednom ciklusu moguće je puniti 24 komada grijača debljine cijevi f12, f10 ili f8 mm, a ukupne duine do 3600 mm.
Za prospekt u word formatu kliknite na sliku.
Kada su cijevi napunjene potrebno je izvriti redukciju cijevi u svrhu sabijanja mase. To se ostvaruje hladnim kovanjem, provlačenjem kroz matricu ili valjanjem. Budući da je postupak valjanja daleko najproduktivniji, izrađujemo STROJEVE ZA REDUKCIJU CIJEVI VALJANJEM.

Strojevi se izrađuju kao kompaktne pogonske jedinice s dva paralelno oljebljena valjka.
Valjci se izrađuju iz specijalnog alatnog čelika otpornog na habanje te termički obrađuju na
tvrdoću od 60 HRc. Profil se zavrno CNC brusi ili tvrdo tokari.
Za prospekt u word formatu kliknite na sliku.
Kompletna redukcija izvodi se u 6-8 koraka, bez međuarenja brzinom do 1 ms-1. Valjati se mogu nehrđajuće i crne čelične cijevi te cijevi od obojenih metala. Standardno izrađujemo strojeve za redukciju cijevi u tri veličine: sa f12 na f10mm, sa f10 na f8mm i sa f8 na
6mm. Prema zahtjevima moemo izraditi i strojeve za valjanje drugih promjera. Pojedinačni strojevi mogu se međusobno povezati u slogove prema elji te tako dobijemo vie jedinica pokretanih zajedničkim pogonom.
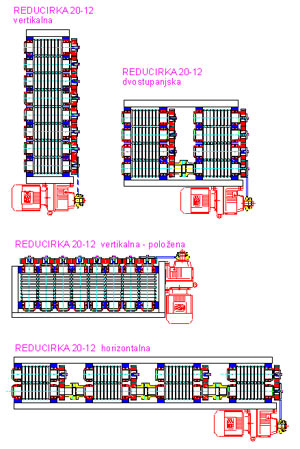
Također moemo izraditi i kompletnu LINIJU ZA REDUKCIJU CIJEVI VALJANJEM U JEDNOM PROLAZU. Ova linija se konstruira na principu Ťturskog kriať tj. međusobno krino postavljenim parovima valjaka u nizu. Svaki par valjaka ima mogućnost podeavanja brzine vrtnje, a brzina valjanja se kontinuirano mijenja od 0,2 do 1 ms-1. Sa strojem se isporučuju brzo izmjnljivi setovi valjaka za valjanje cijevi u rasponu od
6 do f30mm. Vrijeme zamjene jednog seta valjaka s drugim je 15-20 minuta.

Isto tako je moguće izraditi LINIJU ZA REDUKCIJU CIJEVI VALJANJEM U DVA PROLAZA koja se sastoji od 5-6 pari valjaka postavljenih u niz. I ovdje svaki par valjaka ima mogućnost podeavanja brzine vrtnje, a brzina valjanja je promjenljiva od 0,2 do 1 ms-1 . Valjci se ne mijenjaju, a jednim strojem moguće je ostvariti područje valjanja od f20 na f6 mm.
Također moemo izraditi i kompletnu LINIJU ZA REDUKCIJU CIJEVI VALJANJEM u jednom prolazu. Ova linija se konstruira na principu "turskog kria" tj. međusobno krino postavljenim parovima valjaka u nizu.
|
|
|


